Wear track analysis is an important part of root cause failure analysis of mechanical seals, because the wear track may contain clues that may identify why the seal failed. The wear track is the mark made by the mechanical seal's rotating face rubbing against the stationary face. You can use the diagrams in this post to identify common issues that can be identified using wear track analysis.
Measure the seal face and measure the wear track. The seal faces are the lapped parts of the seal that rub against each other. Measuring the wear track isn’t always easy as the wear track on a seal face is not always distinct. Therefore, take several measurements of the wear track. Keep in mind that double seals will have two sets of rotary and stationary faces, so keep each set together.
-
If the wear track is the same width as the seal face that made the marks, it tells you that the pump was running true. In RCFA, finding out what is right is just as useful as finding out what is wrong. It eliminates guessing.

-
If the wear track is wider than the seal face that made the mark, the pump experienced runout or radial movement.

Subtract the width of the seal face from the width of the wear track and you have absolute proof of the exact movement the seal experienced. Since ANSI pumps call out a maximum runout of just .005”, you can easily determine if your pump is within that limit.
Excessive runout may result from:
- Poor pump alignment (a critical requirement, especially for ANSI-type overhung impeller pumps)
- A bent shaft
- Deflection caused by cavitation
Corrections include proper pump alignment using the laser method rather than eyeballing or using a straightedge. Selecting the right coupling helps in proper alignment. The use of expansion joints reduces or eliminates pipe strain. It is said that if you remove the fasteners at a flange and there is movement greater than 1/32nd of an inch, there is too much pipe strain.
-
If the wear track is narrower than the seal face that made the mark, the mechanical seal was over-compressed. This causes the seal to bow.

By measuring the outer diameter of the mark, it will probably be the same reading as the outside diameter of the seal face. The inner diameter of the mark will normally be larger than the inside diameter of the seal face. This is because when the seal bows, it tends to make contact towards the outside of the seal face. Making sure the seal is at the correct position on the shaft is one requirement. However, some equipment thrusts the shaft on startup and this must be taken into consideration.
-
No wear track means there was either no contact at all or the rotary seal was slipping and not turning with the shaft.

No contact at all might mean that the mechanical seal rotary is not at the correct location on the shaft and therefore not making proper contact with the stationary. A slipping seal is the results of loose set-screws or, in the case or a rubber bellows seal, possibly an incorrect lubricant was used. Do not use a lubricant that can contaminate your process fluid. Do not use silicone or PTFE based lubricants. They can remain under a secondary seal like an O-rings and allow process fluid under pressure to channel underneath the O-ring.
-
If you see a wear track in an arc and not all around the stationary ring, it means the faces did not run flat against each other.

Look for an anti-rotation pin in the stationary face. The anti-rotation pin must be shorter than the depth of the groove it fits into. Sometimes, the pin is not even in the groove. This cocks the stationary and makes for a partial wear track. If the anti-rotation pin is too long, you can just trim it down. In most cases you can remove the pin and allow the secondary seal to keep the piece from rotating.
-
If you see chipping on the inner edge, outer edge or both, it is a sign of flashing.
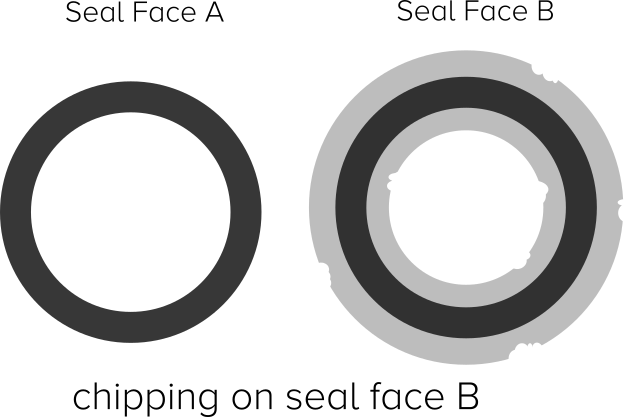
Flashing is caused when water is trapped between the seal faces, gets hot, converts to steam and the face blow open. Then, the pressure drops rapidly and the faces slam back together, over and over. The remedy here is to reduce the temperature. Sometimes, just a few degrees is required. Sometimes, an additional environmental cooling control is needed.
-
If a seal face is peeled or flaked, it was most likely a coated surface.

For example, Stellite is a hard-coating over stainless steel. A seal face can heat up to the point where the differences in the thermal coefficients of expansion for stainless steel and Stellite cause the Stellite face to crack. Usually, this leaves an unrepairable seal face. Heat can also cause the bond between the substrate and the seal face to separate. Simple fixes include using solid material seal faces such as silicon-carbide or tungsten-carbide.
-
If a seal face is blistered or pitted, it is usually due to the material being of lower quality.

Seal faces like ceramic, carbon, silicon-carbide and tungsten-carbide start life as a blend of dry materials. The ingredients are mixed in a ball mill to grind the particles to a very small and uniform size. The longer it takes the more money it costs. When less time is taken, the result may be a grain size ranging from 5-50 micro-inches in diameter rather than a smaller, more uniform 3-5 micro-inch diameter. Larger, less uniform chunks of material can just pop out of a seal face in service. In addition, carbon, the most common seal face material, should be impregnated rather than just machined from raw carbon stock. Finally, some process fluids will actual attack carbon. In these situations, alternative seal face materials should be used. These may be a PTFE based material. While not as reliable long-term as carbon in many applications, PTFE’s resistance to more aggressive chemicals might extend seal life compared to carbon.
-
A broken ceramic face could be the result of a cold shock or heat shock if the ceramic grade is commercial rather than high-purity.
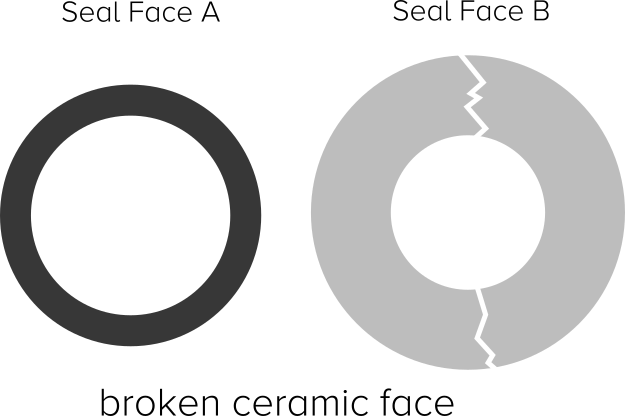
The difference between commercial grade and high purity is the aforementioned process of making the ceramic out of smaller and more uniform grains of material. Also, in the production of seal faces, sharp edges should be slightly chamfered or “broken”. This prevents stress risers and premature failure. When a ceramic is driven by pins, this can cause mechanical shock which can also break a ceramic seal face.
-
If you see a worn area or channel in a seal face, look for a circulation or flush port that could be directing high-pressure fluid directly onto a seal face rather than tangentially.